-


Model:
-

Model:
-

Model:
-

Model:
+86 131-4173-2687(WhatsApp)
+86 131-4173-2687(WhatsApp)
Cách điều chỉnh khe hở cuộn trên máy cán tấm để đảm bảo uốn đồng đều
2025-10-03
Đạt được hình dạng hình trụ hoặc hình nón hoàn hảo từ một tấm thép phẳng là mục tiêu chính của bất kỳ hoạt động lăn tấm nào. Trở ngại phổ biến và bực bội nhất đối với mục tiêu này là uốn cong không nhất quán, dẫn đến một hình dạng với một điểm phẳng ở một đầu hoặc một vòng xoắn xoắn ốc rõ rệt. Nguyên nhân gốc rễ của các khiếm khuyết này hầu như luôn luôn nằm trong một khoảng cách cuộn không chính xác hoặc không nhất quán.
Hiểu về "tại sao": mối quan hệ giữa khoảng cách và độ cong
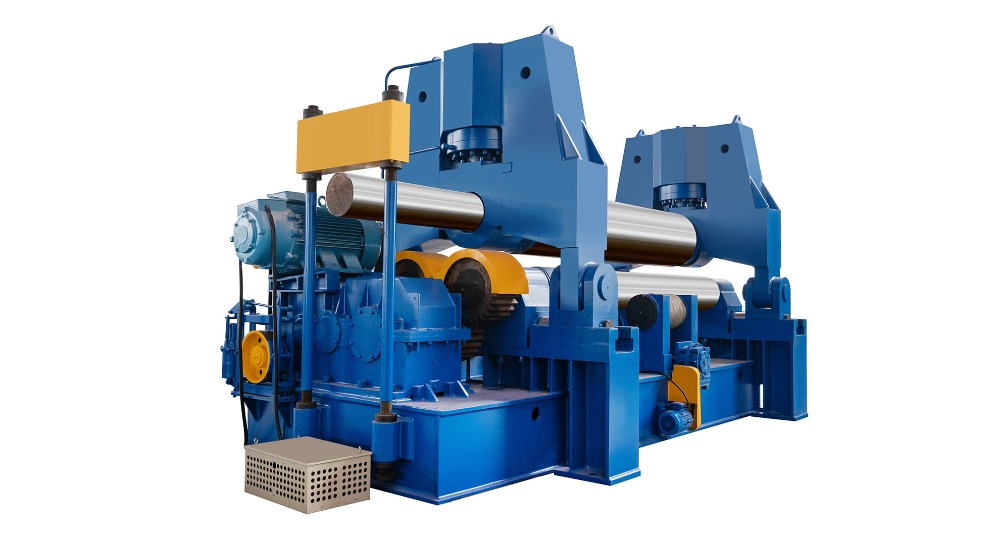
Trước khi chạm vào Máy lăn đĩa , nó rất quan trọng để hiểu những gì bạn đang kiểm soát. Khoảng cách cuộn, đặc biệt là khoảng cách giữa cuộn trên cùng và các cuộn dưới cùng không có trực tiếp đặt đường kính cuối cùng. Thay vào đó, nó xác định Bán kính uốn cong truyền đạt vào tấm tại điểm tiếp xúc.
Một khoảng cách cuộn nhỏ hơn Buộc tấm phải biến dạng nghiêm trọng hơn, dẫn đến bán kính uốn cong chặt chẽ hơn (một hình trụ nhỏ hơn).
Một khoảng cách cuộn lớn hơn Cho phép tấm biến dạng ít hơn, dẫn đến bán kính uốn cong lớn hơn (một xi lanh lớn hơn).
Đối với một xi lanh thống nhất, bán kính uốn cong này phải giống hệt nhau từ một cạnh của tấm này sang cạnh khác. Nếu khoảng cách rộng hơn bên trái hơn bên phải, bên trái sẽ phẳng hơn bên phải.
Danh sách kiểm tra điều chỉnh trước thiết yếu
Thành công bản lề về chuẩn bị. Bỏ qua các bước này sẽ làm cho điều chỉnh khoảng cách chính xác không thể.
1. Xác minh điều kiện máy:
Điều tra: Kiểm tra chơi quá nhiều hoặc mặc trong vòng bi cuộn và cơ chế điều chỉnh. Bất kỳ độ dốc sẽ dẫn đến sự không nhất quán.
Cuộn sạch sẽ: Đảm bảo tất cả các cuộn không có bụi bẩn, quy mô hoặc hàn. Một mảnh nhỏ của các mảnh vỡ có thể làm vứt bỏ toàn bộ cài đặt khoảng cách.
Căn chỉnh: Xác nhận rằng tất cả các cuộn là song song với nhau. Các cuộn sai là nguyên nhân chính của hình dạng hình nón (một đầu lớn hơn đầu kia).
2. Hiểu tài liệu:
Tính nhất quán độ dày: Đo độ dày tấm tại một số điểm, đặc biệt là gần các cạnh. Không có gì lạ khi cổ phiếu tấm có độ côn nhẹ (ví dụ: 19,8mm ở một đầu, ở đầu kia 20,2mm). Biến thể này sẽ gây ra sự uốn cong không nhất quán ngay cả với khoảng cách hoàn hảo.
Tính chất vật chất: Hãy nhận biết sức mạnh năng suất của vật liệu. Các vật liệu cứng hơn sẽ đòi hỏi nhiều áp lực hơn (một khoảng cách hiệu quả nhỏ hơn) để đạt được bán kính uốn giống như vật liệu mềm hơn.
3. Bước đầu tiên quan trọng: Đặt điểm không lý thuyết
Trước khi tải tấm, bạn phải thiết lập đường cơ sở.
Từ từ đưa cuộn trên cùng xuống cho đến khi nó tiếp xúc chắc chắn với cả hai cuộn dưới cùng.
Đây là điểm Zero của bạn. Bài đọc kỹ thuật số hoặc thang đo cơ học nên được đặt thành 0 tại thời điểm này. Nếu máy của bạn thiếu tính năng này, hãy cẩn thận đánh dấu vị trí.
Bây giờ, khi bạn nâng cuộn trên cùng lên khoảng cách mong muốn (ví dụ: độ dày tấm cộng với một khoảng trống nhỏ), bạn đang bắt đầu từ một tài liệu tham khảo đã biết, có thể lặp lại.
Quy trình điều chỉnh khoảng cách từng bước
Thực hiện theo quá trình có phương pháp này để quay số trong một khoảng cách thống nhất.
Bước 1: Cài đặt khoảng cách đối xứng ban đầu
Tính khoảng cách bắt đầu của bạn. Một nguyên tắc chung là đặt khoảng cách cuộn trên cùng thành 1,1 đến 1,3 lần độ dày vật liệu . Đối với một tấm 20 mm, bạn sẽ bắt đầu với khoảng cách 22mm. Điều này cung cấp đủ giải phóng mặt bằng để nuôi tấm mà không có lực quá mức trong khi bắt đầu uốn cong trước.
Tăng cuộn trên cùng lên chiều cao tính toán này, đảm bảo điều chỉnh bằng cả hai bên. Sử dụng thước đo cảm nhận hoặc một bộ calip để đo khoảng cách về mặt vật lý ở cả hai đầu trái và bên phải của các cuộn. Không chỉ dựa vào quy mô máy ở giai đoạn này.
Bước 2: Đo lường và đo lường trước đầu tiên
Cho đĩa vào máy cho đến khi cạnh chì vừa qua cuộn trên cùng.
Thực hiện uốn trước đầu tiên trên cả hai cạnh hàng đầu và đường mòn. Đối với một máy nhúm ban đầu, điều này có nghĩa là uốn cong một đầu, sau đó đảo ngược tấm để uốn cong đầu kia.
Không hoàn thành xi lanh chưa. Mục tiêu của bạn là tạo ra hai uốn cong đối xứng ở hai đầu.
Bước 3: Thử nghiệm Rock Rock và kiểm tra trực quan
Đây là bước chẩn đoán quan trọng nhất.
Đặt tấm uốn trước trên một bề mặt phẳng hoặc một xi lanh tham chiếu tốt.
Nhẹ nhàng đá tấm. Quan sát:
Nó có đá từ bên này sang bên kia không? Điều này cho thấy bán kính uốn cong khác nhau ở mỗi bên, khoảng cách không đồng đều.
Nó có ngồi phẳng với một khoảng cách nhất quán bên dưới không? Điều này cho thấy các khúc cua là đối xứng.
Ngoài ra, đánh giá trực quan khoảng cách giữa tấm và bề mặt tham chiếu của bạn. Một khoảng cách thon dài là một dấu hiệu rõ ràng của một khoảng cách cuộn không nhất quán.
Bước 4: Thực hiện các chỉnh sửa tinh chỉnh
Dựa trên những phát hiện của bạn từ bài kiểm tra rock:
Nếu một bên phẳng hơn (có bán kính lớn hơn): Khoảng cách cuộn quá lớn ở phía đó. Bạn cần phải hạ thấp cuộn trên cùng nhiều hơn ở phía cụ thể đó cho vượt qua tiếp theo. Thực hiện các điều chỉnh theo gia số nhỏ, từ 0,1mm đến 0,2mm cùng một lúc.
Nếu một bên chặt hơn (có bán kính nhỏ hơn): Khoảng cách cuộn quá nhỏ ở phía đó. Bạn cần phải Nâng cao cuộn trên cùng một chút ở phía đó .
Quan trọng: Sau mỗi lần điều chỉnh, bạn phải đặt lại cạnh hàng đầu và thực hiện lại bài kiểm tra đá. Quá trình lặp này là chìa khóa để thành công.
Bước 5: Cán và xác minh cuối cùng
Một khi các đầu trước khi uốn cong hoàn toàn đối xứng và tấm vượt qua thử nghiệm đá mà không có bất kỳ sự rung chuyển nào, bạn có thể tiến hành cuộn xi lanh hoàn chỉnh.
Vượt qua tấm qua máy, điều chỉnh dần dần đến cuộn trên cùng để đóng vòng tròn.
Sau khi lăn, thực hiện kiểm tra cuối cùng. Thực tiễn tốt nhất là sử dụng một mẫu hoặc băng chu vi để kiểm tra tính nhất quán. Mối hàn đường may và sau đó kiểm tra xi lanh trên bàn lăn hoặc bằng máy quét laser để xác nhận cuối cùng về độ tròn.
Khắc phục sự cố phổ biến
Hình dạng thùng (đường kính lớn hơn ở giữa): Điều này thường được gây ra bởi độ lệch cuộn. Áp lực lớn của việc uốn cong làm cho các cuộn bị cúi đầu ở giữa, tạo ra một khoảng cách hiệu quả lớn hơn ở đó. Giải pháp là trước khi caumber (vương miện), cuộn trên cùng một chút để chống lại độ lệch này, nếu máy của bạn có tính năng này.
Hình dạng đồng hồ cát (đường kính nhỏ hơn ở giữa): Điều này ít phổ biến hơn nhưng có thể được gây ra bởi quá trình trước khi cauber trên máy cho một tấm mỏng hơn.
Xoắn ốc/xoắn dai dẳng: Đây hầu như luôn luôn là một dấu hiệu của một sự sai lệch đáng kể giữa các cuộn. Các cuộn không song song, khiến cho tấm được đi bộ qua một góc. Điều này đòi hỏi một hiệu chỉnh cơ học chính của chính máy.
Kết luận: Sự kiên nhẫn và quy trình là chìa khóa
Điều chỉnh khoảng cách cuộn cho uốn cong đồng đều không phải là một hành động duy nhất mà là một quá trình đo lường, thử nghiệm và hiệu chỉnh gia tăng. Rush Giai đoạn trước uốn cong là lỗi phổ biến nhất. Bằng cách hiểu nguyên tắc kiểm soát khoảng cách, bắt đầu từ một điểm không được xác minh và sử dụng thử nghiệm đá để hướng dẫn tinh chỉnh của bạn, bạn có thể liên tục tạo ra các xi lanh và hình nón chất lượng cao, chất lượng cao. Thời gian đầu tư vào việc làm chủ kỹ năng cơ bản này trả cổ tức cho việc làm lại giảm, chất thải vật liệu ít hơn và các sản phẩm cuối cùng vượt trội.








Copyright o Công ty TNHH Sản xuất Máy móc Nantong Tengzhong All Rights Reserved.
