-


Model:
-

Model:
-

Model:
-

Model:
+86 131-4173-2687(WhatsApp)
+86 131-4173-2687(WhatsApp)
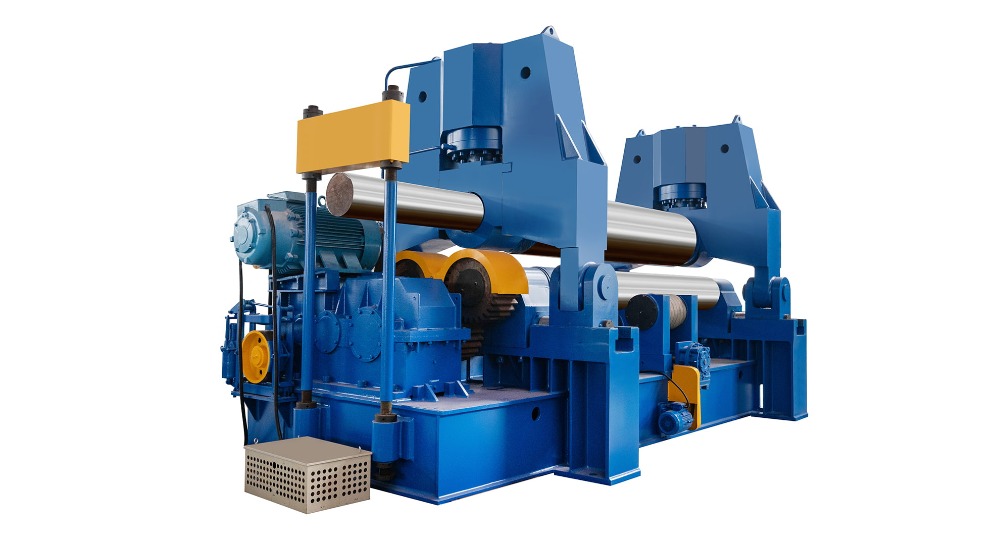
Làm thế nào để căn chỉnh và cân bằng máy cán tấm trước khi vận hành?
2025-10-24
Căn chỉnh và san lấp mặt bằng phù hợp là những bước cần thiết trước khi vận hành máy cán tấm . Các bước này ảnh hưởng trực tiếp đến độ chính xác của các bộ phận cán, tuổi thọ của máy và độ an toàn chung của quá trình cán. Máy cán tấm không thẳng hàng hoặc được san bằng không đều có thể tạo ra các xi lanh không tròn, tạo ra ứng suất không cần thiết lên khung và các cuộn, đồng thời gây ra sự mài mòn sớm của các bộ phận cơ khí.
Hiểu tầm quan trọng của việc căn chỉnh và san lấp mặt bằng
Độ chính xác của máy cán tấm phụ thuộc rất nhiều vào việc thiết lập nó tốt như thế nào. Việc căn chỉnh đảm bảo rằng các con lăn song song và được căn giữa đúng cách, cho phép áp suất đồng đều trên tấm. Mặt khác, việc cân bằng đảm bảo bệ máy nằm đều trên nền, giảm thiểu độ rung và biến dạng kết cấu.
Khi máy không được căn chỉnh hoặc cân bằng chính xác, các vấn đề sau có thể xảy ra:
- Lực lăn không đều: Khiến một mặt của tấm dày hơn hoặc cuộn chặt hơn mặt kia.
- Xi lanh không tròn: Kết quả là hình nón hoặc hình bầu dục thay vì các phần hình tròn hoàn hảo.
- Vòng bi và con lăn bị mòn quá mức: Do tải phân bố không đều.
- Tăng tiêu thụ điện năng và tiếng ồn: Bởi vì các cuộn đang bị căng.
- Giảm độ chính xác và độ lặp lại: Dẫn đến tỷ lệ phế liệu cao hơn.
Bằng cách đảm bảo máy cán tấm được cân bằng và căn chỉnh trước mỗi hoạt động chính hoặc sau khi di dời, người vận hành có thể duy trì độ chính xác cán ổn định và kéo dài tuổi thọ của máy.
Kiểm tra chuẩn bị trước khi san lấp mặt bằng
Trước khi bắt đầu quá trình căn chỉnh và san lấp mặt bằng, cần hoàn thành một số bước chuẩn bị để tạo nền móng ổn định và đảm bảo độ chính xác của phép đo.
Một. Kiểm tra nền móng
- Nền bê tông phải chắc chắn, không có vết nứt, đủ dày để chịu được trọng lượng và độ rung của máy.
- Nếu sử dụng bu lông neo, hãy kiểm tra xem chúng có an toàn và được định vị chính xác theo kế hoạch lắp đặt hay không.
- Làm sạch bụi, dầu và mảnh vụn trên bề mặt trước khi lắp đặt.
b. Kiểm tra vị trí đặt máy
- Đặt máy cán tấm vào đúng vị trí bằng thiết bị nâng hoặc xe nâng.
- Đảm bảo có đủ không gian xung quanh máy để bảo trì, cấp liệu và xử lý nguyên liệu.
- Xác minh rằng đế của máy nằm đồng đều trên các miếng đệm đỡ của nó.
c. Xem lại thông số kỹ thuật của nhà sản xuất
- Tham khảo hướng dẫn lắp đặt để biết các giới hạn dung sai được khuyến nghị, các điểm tham chiếu và quy trình cân bằng.
- Mỗi mô hình có thể có các yêu cầu căn chỉnh cụ thể, đặc biệt là giữa cuộn trên và cuộn dưới.
d. Thu thập các công cụ phù hợp
- Mức độ tinh thần chính xác (độ chính xác 0,02–0,05 mm/m)
- Chỉ báo quay số và đế từ
- Máy đo cảm biến
- Các cạnh thẳng và thước thép
- Tấm chêm hoặc nêm cân bằng
- Cờ lê lực
- Công cụ căn chỉnh bằng laser (tùy chọn, dành cho các thiết lập nâng cao)
Việc có các công cụ chính xác và môi trường làm việc sạch sẽ đảm bảo rằng các kết quả đo đáng tin cậy và có thể thực hiện điều chỉnh một cách tự tin.
Cân bằng đế máy
Cân bằng đế máy là bước quan trọng đầu tiên và đóng vai trò là nền tảng cho việc căn chỉnh con lăn thích hợp.
Bước 1: San lấp mặt bằng thô
- Hạ máy cán tấm xuống miếng đệm hoặc khung đế của nó.
- Điều chỉnh từng góc bằng cách sử dụng miếng chêm hoặc vít điều chỉnh thăng bằng cho đến khi máy ở vị trí gần bằng.
- Sử dụng thước thủy dài đặt dọc theo giường và ngang khung để xác nhận độ phẳng ban đầu.
Bước 2: San lấp mặt bằng
- Đặt thước đo chính xác trên bệ theo cả hướng dọc và hướng ngang.
- Điều chỉnh các bu lông cân bằng dần dần, bắt đầu từ giữa và hướng ra ngoài đến các góc.
- Mục tiêu là đạt được độ phẳng trong phạm vi ±0,02 mm trên mét hoặc theo khuyến nghị của nhà sản xuất.
- Kiểm tra lại số đọc sau mỗi lần điều chỉnh, để máy có thời gian ổn định sau mỗi lần thay đổi.
Bước 3: Bảo mật và xác minh
- Sau khi đã cân bằng, hãy siết chặt dần dần các bu lông hoặc đai ốc neo, luân phiên giữa các cạnh đối diện để tránh bị biến dạng.
- Đo lại mức độ sau khi siết chặt, vì độ căng của bu lông có thể gây ra những thay đổi nhỏ.
- Nếu số đọc sai lệch quá mức cho phép, hãy lặp lại quá trình điều chỉnh tinh tế.
Căn chỉnh các cuộn
Với đế máy được cân bằng hợp lý, bước quan trọng tiếp theo là căn chỉnh các cuộn để đảm bảo độ song song và khoảng cách chính xác.
Một. Kiểm tra căn chỉnh cuộn trên và dưới
- Xoay các cuộn bằng tay cho đến khi chúng tiếp xúc.
- Sử dụng thước đo để đo khoảng cách giữa các cuộn tại một số điểm trên chiều rộng.
- Bất kỳ biến thể nào đều cho thấy sự sai lệch.
- Điều chỉnh vỏ ổ trục bên hoặc ổ đỡ cuộn cho phù hợp để cân bằng các khoảng trống.
b. Kiểm tra căn chỉnh cuộn bên (đối với máy 4 cuộn)
- Các cuộn bên phải di chuyển đối xứng và song song với trục cuộn trên cùng.
- Sử dụng đồng hồ quay số gắn trên cuộn trên cùng để đo độ đảo hoặc độ lệch khi mỗi cuộn bên được nâng lên.
- Điều chỉnh hệ thống định vị thủy lực hoặc cơ khí cho đến khi độ lệch nằm trong phạm vi dung sai.
c. Kiểm tra đường tâm cuộn
- Các đường tâm của cuộn phải tạo thành một đường thẳng song song với đế máy.
- Có thể sử dụng các công cụ căn chỉnh bằng laser hoặc dây căng để xác minh sự căn chỉnh này trên toàn bộ chiều dài của cuộn.
- Bất kỳ sự lệch góc nào cũng có thể gây ra kết quả lăn côn hoặc uốn không đều.
d. Kiểm tra áp lực tiếp xúc cuộn
- Chèn một tấm thử nghiệm có độ dày đã biết và tạo áp lực từ từ.
- Kiểm tra xem cả hai mặt của tấm có nhận được lực bằng nhau hay không bằng cách quan sát hiện tượng uốn.
- Nếu một bên uốn cong nhiều hơn, hãy căn chỉnh lại vỏ cuộn hoặc xi lanh thủy lực.
Kiểm tra hệ thống điện và thủy lực
Căn chỉnh cơ học chỉ là một phần của quá trình; các thành phần điện và thủy lực cũng ảnh hưởng đến vị trí và độ ổn định của máy.
- Đồng bộ hóa xi lanh thủy lực: Trên máy cán tấm thủy lực, cả hai xi lanh nâng phải hoạt động đồng bộ hoàn hảo. Áp suất không đồng đều có thể làm nghiêng các cuộn trong quá trình vận hành.
- Công tắc giới hạn và cảm biến: Xác minh rằng các cảm biến giới hạn và thiết bị dừng cuối được hiệu chỉnh đúng cách.
- Hệ thống bôi trơn: Đảm bảo vòng bi và thanh dẫn hướng được bôi trơn đồng đều để duy trì chuyển động trơn tru trong quá trình kiểm tra căn chỉnh.
- Rò rỉ thủy lực: Bất kỳ sự rò rỉ hoặc không khí nào trong hệ thống đều có thể gây ra áp lực nâng và lăn không cân bằng.
Kiểm tra các hệ thống này sau khi căn chỉnh cơ học đảm bảo rằng máy duy trì hình dạng nhất quán khi chịu tải.
Xác minh cuối cùng và lăn thử
Sau khi căn chỉnh và cân bằng, hãy thực hiện thử nghiệm lăn thử để xác nhận rằng thiết lập tạo ra kết quả đồng nhất.
Một. Cán một tấm thử nghiệm
- Chọn tấm có độ dày vừa phải (không ở mức công suất tối đa của máy).
- Đưa nó vào các cuộn và thực hiện chu trình uốn và cán trước một phần.
- Đo hình trụ thu được để biết độ tròn, độ đồng nhất của đường kính và đường may thẳng.
b. Đo độ chính xác
- Sử dụng thước dây hoặc thước cặp để đo cả hai đầu và một số điểm dọc theo chu vi của hình trụ.
- Nếu có độ lệch lớn hơn 1–2 mm giữa các đầu, hãy kiểm tra lại việc căn chỉnh cuộn.
- Ngoài ra, hãy đảm bảo đường may thẳng và không xoắn ốc—một dấu hiệu của sự lệch góc.
c. Ghi lại kết quả
- Ghi lại số đọc mức, dữ liệu căn chỉnh cuộn và các phép đo kiểm tra thử.
- Việc lưu giữ tài liệu này sẽ giúp ích cho việc bảo trì, di dời hoặc xử lý sự cố trong tương lai.
Những lỗi căn chỉnh thường gặp cần tránh
- Bỏ qua việc kiểm tra nền tảng: Ngay cả một sự không bằng phẳng nhỏ trên sàn cũng có thể làm biến dạng khung hình.
- Siết chặt bu lông neo quá sớm: Luôn tinh chỉnh trước khi khóa máy.
- Bỏ qua độ mòn của cuộn: Cuộn bị mòn có thể cho kết quả căn chỉnh sai. Kiểm tra trước khi điều chỉnh.
- Áp suất thủy lực không đồng đều: Làm cho một bên nâng hoặc ấn mạnh hơn bên kia.
- Sử dụng các công cụ san lấp mặt bằng không chính xác: Trình độ thợ mộc tiêu chuẩn là chưa đủ; mức độ chính xác được yêu cầu.
- Bỏ qua tác dụng nhiệt: Sự thay đổi nhiệt độ có thể làm thay đổi sự liên kết một chút; cho phép máy đạt được điều kiện môi trường xung quanh trước khi kiểm tra.
Thực hành bảo trì để duy trì sự liên kết
Sau khi thiết lập ban đầu, việc duy trì sự liên kết và cân bằng là trách nhiệm thường xuyên.
- Kiểm tra thường xuyên: Kiểm tra mức độ máy vài tháng một lần hoặc sau khi sử dụng nhiều.
- Giám sát nền tảng: Tìm kiếm hư hỏng do lắng hoặc rung.
- Bôi trơn và làm sạch: Bụi bẩn hoặc mảnh kim loại có thể ảnh hưởng đến chỗ ngồi và sự cân bằng của con lăn.
- Đo độ mòn cuộn: Định kỳ kiểm tra độ đồng đều của đường kính cuộn bằng micromet.
- Kiểm tra hiệu chuẩn: Đối với hệ thống CNC hoặc thủy lực, hãy kiểm tra hiệu chuẩn cảm biến thường xuyên.
Bảo trì phòng ngừa đảm bảo rằng những sai lệch nhỏ được khắc phục trước khi chúng ảnh hưởng đến chất lượng sản xuất.
Vai trò của công nghệ hiện đại trong sự liên kết
Những tiến bộ trong công nghệ đã đơn giản hóa và cải thiện việc căn chỉnh máy cán tấm.
- Hệ thống cân bằng laser cung cấp độ chính xác ở mức micron và thiết lập nhanh hơn.
- Máy đo độ nghiêng kỹ thuật số cho phép đo chính xác các góc nghiêng của máy.
- Phần mềm hiệu chỉnh CNC tự động phát hiện và bù đắp cho những sai lệch cuộn nhỏ.
- Hệ thống giám sát rung động giúp phát hiện sớm sự mất ổn định của nền hoặc mất cân bằng về cấu trúc.
Đối với các ứng dụng cán tấm có độ chính xác cao hoặc quy mô lớn, việc tích hợp các công cụ này giúp tăng cường đáng kể tính nhất quán và giảm thời gian ngừng hoạt động.
Phần kết luận
Căn chỉnh và cân bằng máy cán tấm trước khi vận hành không chỉ là quy trình lắp đặt một lần—nó là khía cạnh nền tảng của kiểm soát chất lượng. Nền được cân bằng tốt đảm bảo sự ổn định về cấu trúc, trong khi căn chỉnh cuộn thích hợp đảm bảo kết quả chính xác và có thể lặp lại.
Quá trình này bao gồm việc chuẩn bị cẩn thận, sử dụng các công cụ đo lường chính xác, điều chỉnh có hệ thống các bu lông cân bằng và giá đỡ cuộn cũng như thử nghiệm kỹ lưỡng với các tấm mẫu. Việc bỏ qua các bước này có thể dẫn đến sản phẩm bị lỗi, độ mài mòn tăng lên và việc sửa chữa tốn kém.
Bằng cách đầu tư thời gian và sự quan tâm vào việc thiết lập phù hợp, người vận hành có thể tối đa hóa hiệu quả, kéo dài tuổi thọ máy và đảm bảo sản xuất các tấm và trụ cán chất lượng cao một cách nhất quán. Trong lĩnh vực tạo hình kim loại đòi hỏi khắt khe, độ chính xác bắt đầu bằng nền móng bằng phẳng và thẳng hàng—và nền móng đó bắt đầu từ rất lâu trước khi tấm đầu tiên đi vào cuộn.








Copyright o Công ty TNHH Sản xuất Máy móc Nantong Tengzhong All Rights Reserved.
